Delenie, vŕtanie a zváranie materiálov

Delenie za studena
- najčastejší spôsob je rezanie pásovou pílou
- veľmi presná metóda, ktorá nevnáša do materiálu žiadne teplo, ktoré by malo za následok zmenu vlastností materiálu
- pred začiatkom rezania je nutné preveriť, či je pílový pás určený pre rezanie materiálu tejto tvrdosti
- spravidla je pílový pás mazaný a chladený emulzií (voda + olej), alebo pomocou rozprašovača (vzduch + olej)
- pred rezaním je nutné nastaviť odporúčané rezné parametre (posuvovou rýchlosť) pre delenie materiálu tejto tvrdosti, podľa odporúčania výrobcu pílového pásu
- ak pílový pás umožňuje rezať vysokou posuvovou rýchlosťou tvrdé materály, obvykle bývajú vysoké merné náklady a skracuje sa životnosť; výsledné náklady na meter rezu bývajú spravidla vysoké, preverte v kalkulácii
Delenie plameňom
- najbežnejším spôsobom delenie plameňom je metóda kyslík / acetylén
- pri použití tejto metódy sa vyvíja veľa tepla a môže dôjsť v oblasti reze k zníženiu tvrdosti. Preto by sa malo okolí rezu ochladiť vodou, aby zníženie tvrdosti bolo čo najmenšie
- u zvlášť tvrdých profilov je potrebné upraviť rýchlosť rezu tak, aby nedochádzalo k chybám na ploche rezu a predchádzať týmto prípadnému praskaniu materiálu
- u profilov nad 30 mm hrúbky je minimálna teplota delenie + 5 °C, pri nižšej teplote je nutné materiál predhriať
- predhriatie znížia nadmerné teplotné výkyvy a zabráni vzniku následných trhlín v materiáli
Vŕtanie
Tvrdokovový vrták
- od 5 mm hrúbky materiálu
- opakovane brúsiteľné ostrie
- je veľmi krehký pri kývaniu
- veľmi presný
Vrták s výmennými reznými doštičkami
- od 13 mm hrúbky materiálu
- vysoký výkon
- nepatrne menšia presnosť v porovnaní s vrtákom z tvrdokovu
- zvlášť vhodný pre materiály 400 HB a 500 HB
- nevhodný pre staršie opotrebené stroje, vplyvom vibrácií dochádza k poškodeniu ostria
Zváranie
- povrch materiálu a škára pre zvar musia byť čisté a suché
- používajte prídavný materiál s nízkym obsahom vodíka
- naplánujte postup zvárania a jeho prerušovania tak, aby bolo čo najmenšie vnútorné pnutie po vychladnutí zvarenca. Zváranie je proces, pri ktorom sa do materiálov vnáša veľa tepla a po vychladnutí môžu byť deformácie dielov zrejmé
- pri zváraní profilov s hrúbkou nad 30 mm pri vonkajšej teplote nižšej ako 5 °C, alebo ak je zvýšená vzdušná vlhkosť je nutné materiál vždy predhriať
- odporúčaný predohrev: 400 HB = 80 °C, 500 HB = 180 °C
- pre materiály 250 HB nie je predohrev bežne nutný; je však potrebný, ak teplota klesne pod 0 °C
Uhlíkový ekvivalent (CEV) slúži na určenie základného materiálu pre voľbu prídavného materiálu na vytvorenie zliatiny zvarového kovu, aj stanovenie vhodných teplotných pomerov pre zváranie.
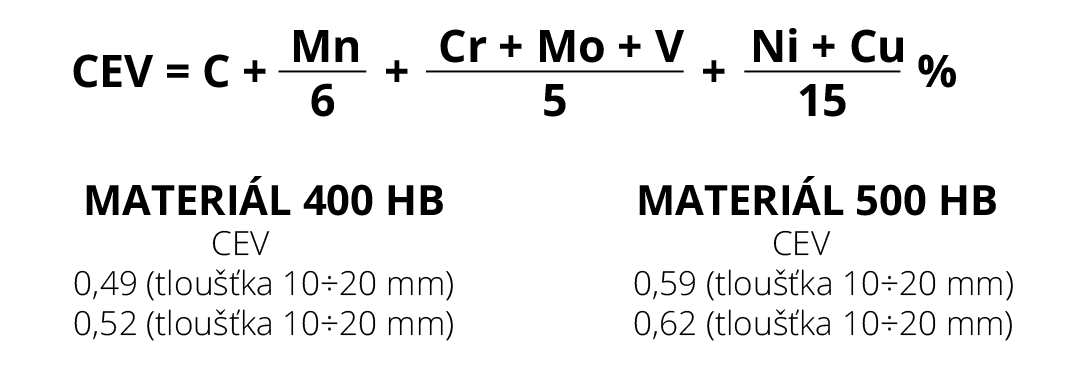
Vďaka nízkemu uhlíkovému ekvivalentu, spolu s vhodnou voľbou zváracieho postupu sa výrazne znižuje riziko vzniku vodíkových trhlín.
