Dělení, vrtání a svařování materiálů

Dělení za studena
- nejčastější způsob je řezání pásovou pilou
- velmi přesná metoda, která nevnáší do materiálu žádné teplo, které by mělo za následek změnu vlastností materiálu
- před začátkem řezání je nutné prověřit, zda je pilový pás určen pro řezání materiálu této tvrdosti
- zpravidla je pilový pás mazán a chlazen emulzí (voda + olej), nebo pomocí rozprašovače (vzduch + olej)
- před řezáním je nutné nastavit doporučené řezné parametry (posuvovou rychlost) pro dělení materiálu této tvrdosti, podle doporučení výrobce pilového pásu
- pokud pilový pás umožňuje řezat vysokou posuvovou rychlostí tvrdé materály, obvykle bývají vysoké měrné náklady a zkracuje se životnost; výsledné náklady na metr řezu bývají zpravidla vysoké, prověřte v kalkulaci
Dělení plamenem
- nejběžnějším způsobem dělení plamenem je metoda kyslík / acetylen
- při použití této metody se vyvíjí mnoho tepla a může dojít v oblasti řezu ke snížení tvrdosti. Proto by se mělo okolí řezu ochladit vodou, aby snížení tvrdosti bylo co nejmenší
- u zvlášť tvrdých profilů je třeba upravit rychlost řezu tak, aby nedocházelo k vadám na ploše řezu a předcházet tímto případnému praskání materiálu
- u profilů nad 30 mm tloušťky je minimální teplota dělení + 5 °C, při nižší teplotě je nutné materiál předehřát
- předehřátí sníží nadměrné teplotní výkyvy a zabrání vzniku následných trhlin v materiálu
Vrtání
Tvrdokovový vrták
- od 5 mm tloušťky materiálu
- opakovaně brousitelné ostří
- je velmi křehký při kývání
- velmi přesný
Vrták s výměnnými břitovými destičkami
- od 13 mm tloušťky materiálu
- vysoký výkon
- nepatrně menší přesnost v porovnání s vrtákem z tvrdokovu
- zvlášť vhodný pro materiály 400 HB a 500 HB
- nevhodný pro starší opotřebené stroje, vlivem vibrací dochází k poškození ostří
Svařování
- povrch materiálu a spára pro svár musí být čisté a suché
- používejte přídavný materiál s nízkým obsahem vodíku
- naplánujte postup svařování a jeho přerušování tak, aby bylo co nejmenší vnitřní pnutí po vychladnutí svařence. Svařování je proces, při kterém se do materiálů vnáší mnoho tepla a po vychladnutí mohou být deformace dílů patrné
- při svařování profilů o tloušťce nad 30 mm při venkovní teplotě nižší než 5 °C, nebo pokud je zvýšená vzdušná vlhkost je nutné materiál vždy předehřát
- doporučený předehřev: 400 HB = 80 °C, 500 HB = 180 °C
- Pro materiály 250 HB není předehřev běžně nutný; je však potřebný, pokud teplota klesne pod 0 °C
Uhlíkový ekvivalent (CEV) slouží k určení vlastností základního materiálu pro volbu přídavného materiálu k vytvoření slitiny svarového kovu, i stanovení vhodných teplotních poměrů pro svařování.
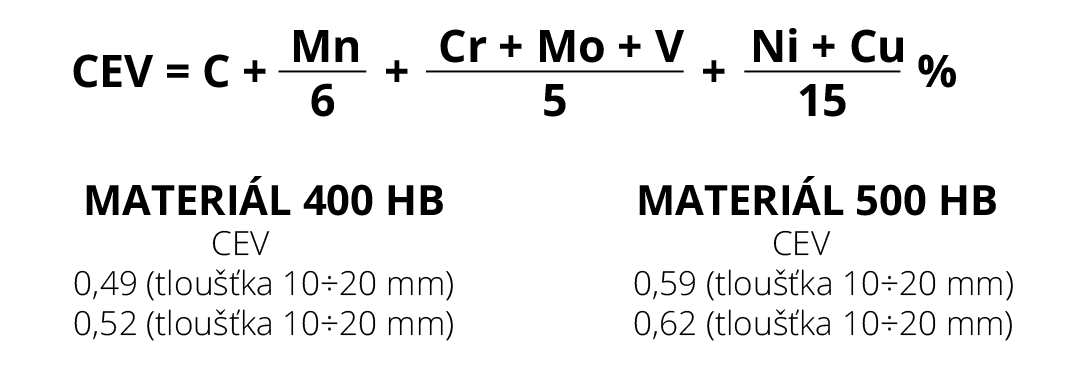
Díky nízkému uhlíkovému ekvivalentu, spolu s vhodnou volbou svařovacího postupu se výrazně snižuje riziko vzniku vodíkových trhlin.
